

FINECAUSE













News
-
2024-04-01
เครื่องพิมพ์สกรีน/เครื่องพิมพ์แพด ลดราคา ทดลองขาย
เครื่องพิมพ์หน้าจอกึ่งอัตโนมัติ/เครื่องพิม... -
2024-01-26
FINECAUSE annual feast will be held on February 2, 2024
Important Announcement Dearest Partners... -
2024-01-25
【Lunar New Year Holiday Announcement】2/1th last shipping date-2/15th back to work
Dearest valued customers and partners, ...
About Us
Application Fields
Application Fields
-

Electronic Component Coating
Including IC electronic parts, metal electronic parts, and even diode curved printing, etc. Graphic decos, sign and business logo printing
Read More -

Medical Supplies
Including contact lens printing, syringe scale printing, sputum suction tube printing, etc. Graphic decos, sign and business logo printing
Read More -

Life Necessities
Including clothing, canvas bag, hair dryer, thermos, mug, sole, etc. Graphic decos, sign and business logo printing
Read More -

Optoelectronic Industries
Including a variety of size of LCD monitor glass printing, light bulb printing, touch panel, etc. Graphic decos, sign and business logo printing
Read More -

Digital Industries
Including optical drive chassis, barcode printer frame, camera frame printing, etc. Graphic decos, sign and business logo printing
Read More -

Electronics
Including charging dock, buttons, memory chip, SD card, flash drive, keyboard printing, etc. Graphic decos, sign and business logo printing
Read More -

Cosmetics
Including general containers, glass, eyeliner pen, eyelash curler, etc. Graphic decos, sign and business logo printing
Read More -

Outdoors
Including golf ball, table tennis ball, arm sleeves, swimming glasses, sports glasses printing, etc. Graphic decos, sign and business logo printing
Read More
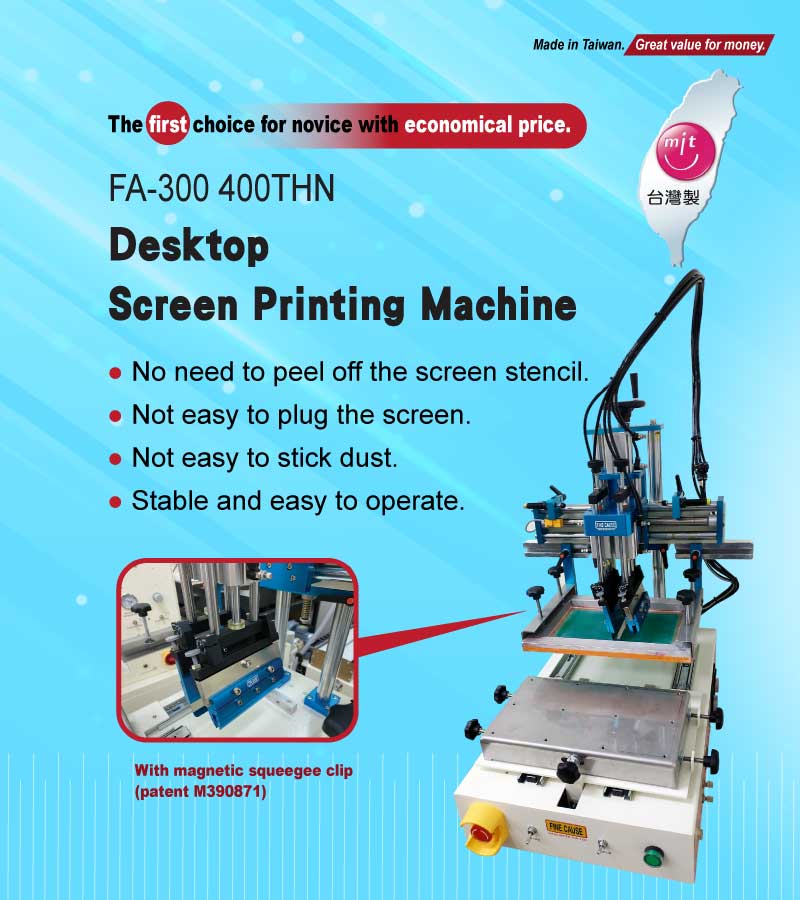
Screen printing machine and Pad printing machine Products / Know-how of Printing Techniques
Read More
